

Silnik napędowy pojazdu elektrycznego składa się głównie ze stojana, wirnika, obudowy, złącza, transformatora obrotowego i innych części.Dlatego też przed silnikiem pojazdu elektrycznego znajduje się zespół i montaż, przy czym zespół stanowi część trzeciego poziomu silnika pojazdu elektrycznego, zespół stanowi część drugiego poziomu silnika pojazdu elektrycznego, a silnik napędowy jest część pierwszego poziomu silnika pojazdu elektrycznego.
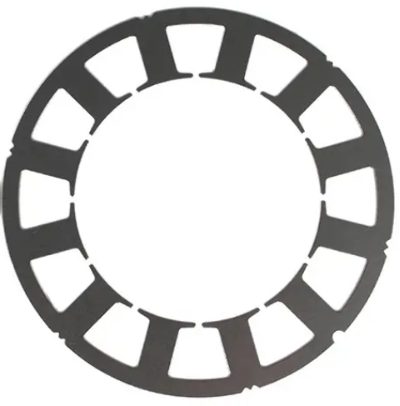
Blacha ze stali krzemowej: kluczowy element silnika
Blacha ze stali krzemowej jest kluczowym elementem silnika i urządzenia elektrycznego.Jego wydajność jest nie tylko bezpośrednio związana ze stratą energii elektrycznej, ale także z wydajnością, objętością i masą silnika i transformatora.
Wydajność blachy ze stali krzemowej jest ogólnie wymagana w następujący sposób:
1. Dobry kształt płyty i powłoka powierzchniowa;
2. Wysoka dokładność wymiarowa i minimalna różnica grubości tej samej płyty;
3. Ma dobre właściwości elektromagnetyczne i strukturę orientacji ziaren, która spełnia wymagania aplikacji.
Reforma technologii cięcia laserowego blachy ze stali krzemowej
- Tradycyjne przetwarzanie
Tradycyjną metodą przetwarzania blachy ze stali krzemowej jest głównie wykrawanie z dużą prędkością
1. Na wczesnym etapie wymagane jest otwarcie formy
2. Wysokie koszty badań i rozwoju
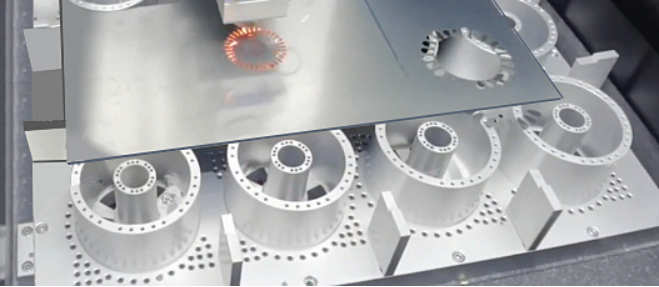
- Cięcie laserowe
Obecnie do formowania blachy ze stali krzemowej stosuje się cięcie laserowe, co rozwiązuje trudny problem tradycyjnej obróbki blachy ze stali krzemowej.
1. Krótki cykl badawczo-rozwojowy, bez otwierania formy
2. Dowolną figurę można wyciąć
3.Elastyczny i wygodny

(Precyzyjna maszyna do cięcia laserowego ze stopówEPLC6045)
EPLC6045 wykorzystuje platformę maszynową z naturalnego granitu, wysoce precyzyjną obróbkę aluminiowych belek ruchomych i opakowań z blachy o wyglądzie oraz obróbkę farbą odporną na ciepło, aby zapewnić dobre bezpieczeństwo i zdolność ochrony przed uszczelnieniem przy założeniu spełnienia wymagań procesu.
Dokładność pozycjonowania:±3um(X1);±5um(X2);±3um(Y); ±3um(Z);±15sekund łukowych(θ);
Powtarzalna dokładność pozycjonowania:±1um(X1);±3um(X2);±1um(Y);±1um(Z);±3sekunda łukowa(θ);
Zakres obróbki płaszczyzny:450 mm * 600 mm, spełniający wymagania dotyczące wielkości większości nowych silników energetycznych (można dostosować większy format).
Dostosowany sprzęt chemiczny:przyjęto adsorpcję próżniową, a obszar adsorpcji jest dostosowywany do profilu produktu.Można wybrać różne pompy próżniowe.
Czas publikacji: 18 sierpnia 2022 r