
prędkość spawania
W ręcznym spawaniu laserowym prędkość spawania odnosi się głównie do prędkości operatora poruszającego złączem spawalniczym, która jest ściśle powiązana z mocą lasera, prędkością podawania drutu i innymi parametrami.Przede wszystkim nie jest dopuszczalna ani zbyt duża, ani zbyt mała prędkość spawania.Jeśli jest zbyt szybki, penetracja jest niewystarczająca, a jakość spawania jest niska.Jeśli jest zbyt powolny, może dojść do penetracji materiału.W zależności od mocy spawania, przy wystarczającej penetracji należy zachować równomierny ruch.

Spawanie stali nierdzewnej
Pocieszające jest to, że chociaż ruch jednostajny wydaje się bardzo wymagający, łatwo jest znaleźć idealną prędkość spawania na podstawie wielokrotnych testów w rzeczywistej pracy.W porównaniu do tradycyjnego spawania, ręczne spawanie laserowe jest szybkie i łatwe w adaptacji, co jest również jedną z jego największych zalet.
Gaz osłonowy
Gaz osłonowy spełnia dwie główne funkcje:
1. Usuń powietrze z lokalnego obszaru spawania, aby uniknąć tworzenia się warstwy tlenku na powierzchni materiału;
2.2.Tłumi chmurę plazmy powstającą podczas spawania laserowego dużej mocy.
Drut ze stali nierdzewnej bez spawania
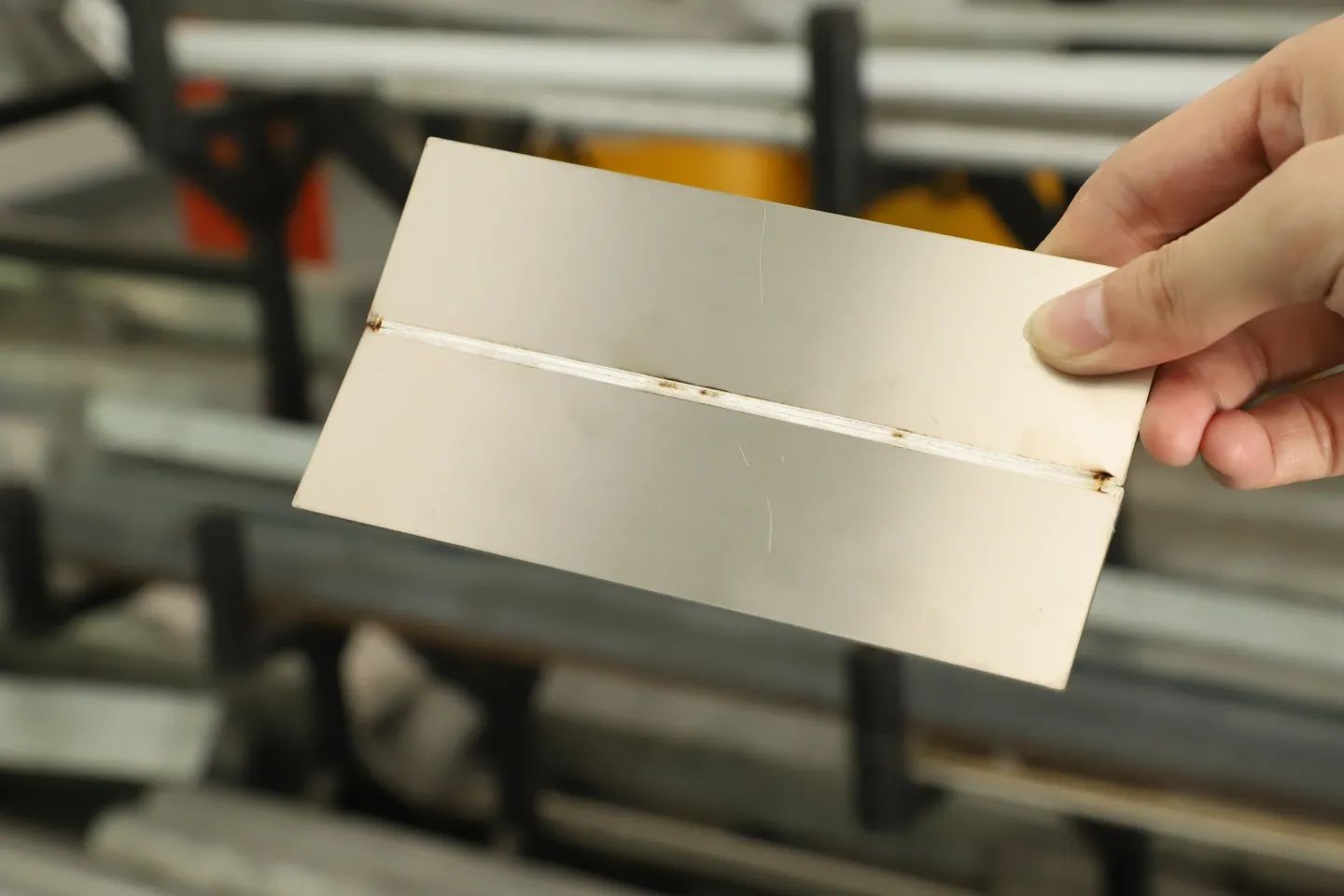
W rzeczywistym procesie eksploatacji najbardziej intuicyjnym efektem działania gazu osłonowego jest zmiana koloru spoiny.W procesie spawania stali nierdzewnej, jeśli ciśnienie gazu osłonowego jest niewystarczające lub prędkość spawania jest zbyt duża, pokrycie gazem jest niewystarczające, łatwo jest spowodować, że spoina zmieni kolor na żółty i czarny, a stopień estetyki jest znacznie zmniejszona.Podobnie, aby prawidłowo dobrać parametry gazu osłonowego, niezbędne jest uruchomienie podstawowych urządzeń.Podczas uruchamiania należy zwrócić uwagę na kontrolę zmiany prędkości spawania, aby uniknąć wielu problemów.Na co należy zwrócić uwagę podczas ręcznego spawania laserowego: spoina może być żółta, ponieważ ciśnienie powietrza nie jest odpowiednio wyregulowane.
Czas publikacji: 30 stycznia 2023 r