
W ostatnich latach, wraz z ciągłym unowocześnianiem technologii, spawanie laserowe tworzyw sztucznych będzie w przyszłości stopniowo wykazywać tendencję wzrostową.W ciągu ostatnich kilku lat niektóre technologie laserowe nie przebiły się, a cena lasera jest stosunkowo wysoka.W porównaniu do tradycyjnego spawania, jednorazowa inwestycja jest duża, co może nie dać szybko korzyści.Ale teraz podkreślono ekonomiczną zaletę lasera.Spawanie laserowe tworzyw sztucznych może zmniejszyć trudności projektantów w projektowaniu produktów.
Obecnie wiele wyrobów (m.in. przemysł półprzewodników samochodowych, przemysł farmaceutyczny, spożywczy itp.) ma bardzo wysokie wymagania dotyczące dokładności obróbki i estetyki wyglądu, co sprawia, że spawanie laserowe staje się procesem niezbędnym do wytwarzania tych wyrobów i sprzyja dalszemu rozwojowi technologia spawania laserowego.
Im bliższa jest kompatybilność, temperatura stapiania i dopasowanie spawania laserowego tworzyw sztucznych, tym lepszy będzie jego efekt.Sposób zastosowania spawania laserowego tworzyw sztucznych różni się od spawania metali, w tym sekwencyjnego spawania obwodowego, spawania quasi-synchronicznego, spawania synchronicznego i spawania z użyciem maski napromieniowującej.Olay Optoelectronics pokrótce przedstawi te tryby spawania.
1. Spawanie profili
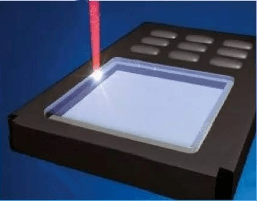
Laser porusza się wzdłuż linii konturu zgrzewanej warstwy tworzywa sztucznego i topi ją, stopniowo łącząc ze sobą warstwy tworzywa sztucznego;Lub przesuń kanapkę wzdłuż stałej wiązki lasera, aby osiągnąć cel spawania.
W zastosowaniach praktycznych spawanie konturowe stawia wysokie wymagania co do jakości części formowanych wtryskowo, szczególnie w przypadku stosowania skomplikowanych linii spawalniczych, takich jak separatory oleju i gazu.W procesie spawania laserowego tworzyw sztucznych poprzez zgrzewanie konturowe można uzyskać pewną penetrację linii zgrzewania, ale penetracja ta jest niewielka i niekontrolowana, co wymaga, aby odkształcenie części wtryskowych nie było zbyt duże.

2. Spawanie synchroniczne
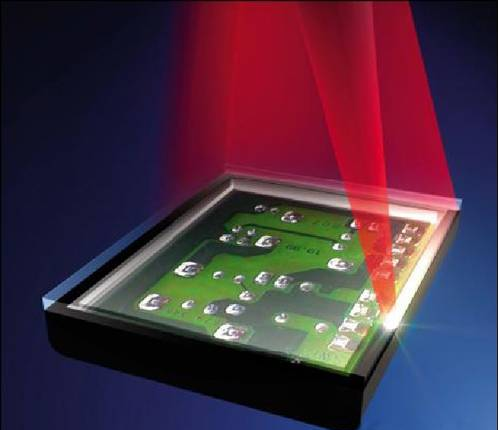
Wiązka laserowa z wielu laserów diodowych jest kształtowana przez elementy optyczne.Wiązka lasera prowadzona jest wzdłuż konturu warstwy zgrzewanej i wytwarza ciepło w miejscu spoiny, dzięki czemu cały kontur zostaje jednocześnie przetopiony i spalony.
Spawanie synchroniczne stosowane jest głównie w lampach samochodowych i przemyśle medycznym.Spawanie synchroniczne jest procesem wielowiązkowym, kształtowanie optyczne ukazuje plamkę świetlną toru spawania, która charakteryzuje się redukcją naprężeń wewnętrznych.Ponieważ wymagania są stosunkowo wysokie, a ogólna cena jest stosunkowo wysoka, jest szeroko stosowany w leczeniu.
3. Spawanie skanujące
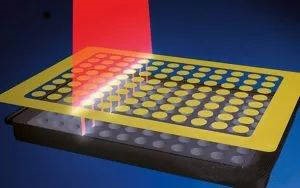
Spawanie skaningowe nazywane jest również spawaniem quasi-synchronicznym.Technologia spawania skaningowego łączy w sobie dwie powyższe technologie spawania, a mianowicie sekwencyjne spawanie obwodowe i spawanie synchroniczne.Odbłyśnik generuje wiązkę lasera o dużej prędkości o prędkości 10 m/s, która przemieszcza się wzdłuż spawanej części, powodując stopniowe nagrzewanie i stapianie całej spawanej części.
Najpowszechniej stosowane jest spawanie quasi-synchroniczne.W branży części samochodowych wykorzystuje wewnątrz galwanometr wysokiej częstotliwości XY.Jego rdzeniem jest kontrola zapadania się plastycznego spawania dwóch materiałów.Spawanie konturowe spowoduje duże naprężenia wewnętrzne, które będą miały wpływ na uszczelnienie obiektów.Quasi-synchronizacja to tryb szybkiego skanowania, który przy kontroli prądu może skutecznie eliminować naprężenia wewnętrzne.

4. Spawanie walcowe
Spawanie walcowe to innowacyjny proces laserowego spawania tworzyw sztucznych, który ma wiele różnych postaci.Istnieją dwa główne typy spawania walcowego:
Pierwszym z nich jest spawanie kulowe Globo.Na końcu soczewki lasera znajduje się szklana kulka z poduszką powietrzną, która może skupić laser i zacisnąć plastikowe części.W procesie spawania soczewka Globo jest napędzana przez platformę ruchową, aby zakończyć spawanie poprzez toczenie się wzdłuż linii spawania.Cały proces jest tak prosty, jak pisanie długopisem.Proces spawania Globo nie wymaga skomplikowanego mocowania górnego i wymaga jedynie wytworzenia dolnego produktu wspierającego formę.Proces spawania kulowego Globo ma również wariant procesu spawania rolkowego.Różnica polega na tym, że szklana kula na końcu soczewki zostaje zamieniona na cylindryczny szklany cylinder, aby uzyskać szerszy segment lasera.Spawanie rolkowe nadaje się do szerszego spawania.
Drugi to proces spawania TwinWeld.Ten proces spawania laserowego tworzyw sztucznych dodaje metalowy wałek na końcu soczewki.Podczas procesu zgrzewania wałek dociska krawędź linii zgrzewania w celu zgrzewania.Zaletą tego procesu spawania laserowego tworzyw sztucznych jest to, że metalowe kółko dociskowe nie ulega zużyciu, co sprzyja produkcji na dużą skalę.Jednakże nacisk rolki dociskowej działa na krawędź linii spawania, co łatwo generuje moment obrotowy i tworzy różne wady spawalnicze.Jednocześnie, ponieważ struktura soczewki jest stosunkowo złożona, programowanie spawania jest trudne.
4. Spawanie walcowe
Spawanie walcowe to innowacyjny proces laserowego spawania tworzyw sztucznych, który ma wiele różnych postaci.Istnieją dwa główne typy spawania walcowego:
Pierwszym z nich jest spawanie kulowe Globo.Na końcu soczewki lasera znajduje się szklana kulka z poduszką powietrzną, która może skupić laser i zacisnąć plastikowe części.W procesie spawania soczewka Globo jest napędzana przez platformę ruchową, aby zakończyć spawanie poprzez toczenie się wzdłuż linii spawania.Cały proces jest tak prosty, jak pisanie długopisem.Proces spawania Globo nie wymaga skomplikowanego mocowania górnego i wymaga jedynie wytworzenia dolnego produktu wspierającego formę.Proces spawania kulowego Globo ma również wariant procesu spawania rolkowego.Różnica polega na tym, że szklana kula na końcu soczewki zostaje zamieniona na cylindryczny szklany cylinder, aby uzyskać szerszy segment lasera.Spawanie rolkowe nadaje się do szerszego spawania.
Drugi to proces spawania TwinWeld.Ten proces spawania laserowego tworzyw sztucznych dodaje metalowy wałek na końcu soczewki.Podczas procesu zgrzewania wałek dociska krawędź linii zgrzewania w celu zgrzewania.Zaletą tego procesu spawania laserowego tworzyw sztucznych jest to, że metalowe kółko dociskowe nie ulega zużyciu, co sprzyja produkcji na dużą skalę.Jednakże nacisk rolki dociskowej działa na krawędź linii spawania, co łatwo generuje moment obrotowy i tworzy różne wady spawalnicze.Jednocześnie, ponieważ struktura soczewki jest stosunkowo złożona, programowanie spawania jest trudne.
Czas publikacji: 23 września 2022 r